ഷീറ്റ് മെറ്റൽ സംസ്കരണ വ്യവസായത്തിൽ ഷീറിംഗ് മെഷീനുകൾ പലപ്പോഴും ഉപയോഗിക്കുന്നു. ലളിതമായി തോന്നുന്ന ഷേറിംഗ് പ്രവർത്തനത്തിൽ യഥാർത്ഥത്തിൽ ബ്ലേഡ് വിടവിന്റെ ക്രമീകരണ ഘട്ടങ്ങൾ മുതൽ വ്യത്യസ്ത മെറ്റീരിയലുകൾക്കായുള്ള അഡ്ജസ്റ്റ്മെന്റ് ടെക്നിക്കുകൾ വരെ, ബ്ലേഡുകളുടെ തിരഞ്ഞെടുപ്പ് വരെ നിരവധി തന്ത്രങ്ങൾ അടങ്ങിയിരിക്കുന്നു. കട്ടിംഗ് ഗുണനിലവാരവുമായി ബന്ധപ്പെട്ട്, ഇനിപ്പറയുന്നത് ഷിയറിംഗ് ബ്ലേഡ് ഗ്യാപ്പ് ക്രമീകരണത്തിന്റെ പ്രസക്തമായ ഉള്ളടക്കം പല വശങ്ങളിൽ നിന്നും വിശദമായി അവതരിപ്പിക്കും.
ബ്ലേഡ് ഗ്യാപ്പ് അഡ്ജസ്റ്റ്മെന്റ് ഹാൻഡ് വീൽ: (ഹൈഡ്രോളിക് സ്വിംഗ് ബീം ഷെയറിംഗ് മെഷീൻ)

ബ്ലേഡ് എഡ്ജ് ക്ലിയറൻസിന്റെ വൈദ്യുത ക്രമീകരണം (ഹൈഡ്രോളിക് ഗില്ലറ്റിൻ ഷീറിംഗ് മെഷീൻ)

വ്യത്യസ്ത കത്രികകളുടെ ബ്ലേഡ് ക്ലിയറൻസ്
സ്വിംഗ് ബീം ഷെയറിംഗ് മെഷീനിൽ ഫാസ്റ്റ് ബ്ലേഡ് ഗ്യാപ്പ് അഡ്ജസ്റ്റ്മെന്റ് മെക്കാനിസം സജ്ജീകരിച്ചിരിക്കുന്നു, ഇത് വ്യത്യസ്ത പ്ലേറ്റ് കനവും മെറ്റീരിയലുകളും അനുസരിച്ച് മുറിക്കുന്നതിന് നല്ല ബ്ലേഡ് വിടവ് ക്രമീകരിക്കാൻ കഴിയും, കൂടാതെ റഫറൻസ് തിരഞ്ഞെടുക്കലിനായി കൃത്യമായ പാരാമീറ്റർ ടേബിൾ സജ്ജീകരിച്ചിരിക്കുന്നു, ഒപ്പം തൃപ്തികരമായ കട്ടിംഗ് നേടുകയും ചെയ്യുന്നു. ന്യായമായ ബ്ലേഡ് വിടവിലൂടെ ഗുണനിലവാരം. ടൂൾ പോസ്റ്റ് കറങ്ങുമ്പോൾ, സ്വിംഗ് ബീം ഷിയറുകളുടെ ഷിയറിങ് ആംഗിളും ഷിയറിങ് ഗ്യാപ്പും മാറും.
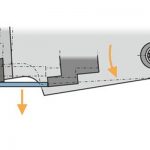
ത്രീ-പോയിന്റ് റോളറുകൾ ഗൈഡ് സ്വീകരിക്കുക, പാപ്പിലിയോണസ് സ്പ്രിംഗ് മുഖേന ഫ്രണ്ട് റോളറിലേക്കുള്ള ശക്തിയിലൂടെ, കട്ടിംഗ് ബീം രണ്ട് പിൻ റോളറുകളുമായി ശക്തമായി സമ്പർക്കം പുലർത്തുന്നു. മുറിക്കുമ്പോൾ, മികച്ച കട്ടിംഗ് ഗുണനിലവാരം ലഭിക്കുന്നതിന് വ്യത്യസ്ത ഷീറ്റുകളുടെ ആവശ്യങ്ങൾക്കനുസരിച്ച് സിസ്റ്റം കത്തി എഡ്ജ് വിടവ് വൈദ്യുതപരമായി ക്രമീകരിക്കും.

ബ്ലേഡ് വിടവ് ക്രമീകരിക്കുന്നതിലെ വ്യത്യാസം
സ്വിംഗ് ബീം ഷെയറിംഗ് മെഷീന് ബ്ലേഡ് വിടവ് സ്വമേധയാ ക്രമീകരിക്കാനുള്ള പ്രവർത്തനമുണ്ട്, ഹാൻഡിൽ തിരിയുക. ഗില്ലറ്റിൻ കത്രികകൾക്ക് ബ്ലേഡ് വിടവ് വൈദ്യുതപരമായി ക്രമീകരിക്കാനുള്ള പ്രവർത്തനമുണ്ട്, ഇത് സിസ്റ്റത്തിലൂടെ കൂടുതൽ സൗകര്യപ്രദമായും കൃത്യമായും ക്രമീകരിക്കാൻ കഴിയും, ഇത് മികച്ച കത്രിക ഗുണനിലവാരം നേടുന്നതിന് പ്രയോജനകരമാണ്.

| ബ്ലേഡ് വിടവ് ക്രമീകരിക്കൽ ഘട്ടങ്ങൾ |
| 1. താഴത്തെ ബ്ലേഡ് നീക്കം ചെയ്ത് കഷണങ്ങളായി വൃത്തിയാക്കുക |
| 2. ബ്ലേഡ് നാല് വശങ്ങളിലും ഉപയോഗിക്കാം, തിരഞ്ഞെടുത്ത ഒരു വശം കർശനമായി ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്. ഒപ്പം തിരശ്ചീനവും ലംബവുമായ ദിശകളിൽ ബ്ലേഡിന്റെ നേർരേഖ പരിശോധിക്കുക. |
| 3. മുകളിലെ ബ്ലേഡ് ഉറപ്പിച്ചിരിക്കുന്നു, ക്രമീകരിക്കാൻ കഴിയില്ല. താഴത്തെ ബ്ലേഡ് ക്രമീകരിച്ചുകൊണ്ട് ഞങ്ങൾ ഷിയർ ബ്ലേഡ് വിടവ് ക്രമീകരിക്കുന്നു. |
| 4. ക്ലിയറൻസ് വർദ്ധിപ്പിക്കുന്നതിന് താഴത്തെ ബ്ലേഡിന്റെ ഇടത് വലത് സ്ക്രൂകൾ കണ്ടെത്തുക, സാധാരണയായി ഏറ്റവും പുറം ഭാഗത്ത്. |
| 5. താഴത്തെ ബ്ലേഡിന്റെ ഇടത്തും വലത്തും രണ്ട് സെറ്റ് സ്ക്രൂകൾ കണ്ടെത്തുക, അത് വിടവ് കുറയ്ക്കുന്നതിന് താഴത്തെ ബ്ലേഡിനെ തള്ളുക. അവയിൽ ലോക്ക് ചെയ്ത ബാക്കപ്പ് നട്ടുകൾ ഉണ്ട്. പൊതുവേ, ഉള്ളിൽ. |
| 6. താഴത്തെ ബ്ലേഡ് ടേബിളിന്റെ ഇടത് വലത് നാല് ബോൾട്ടുകൾ അഴിക്കുക |
| 7. മാനുവൽ ടേണിംഗ് വഴി മുകളിലെ ബ്ലേഡ് ശരിയായ സ്ഥാനത്തേക്ക് താഴ്ത്തി, ക്രമീകരണം ആരംഭിക്കാൻ ഓപ്പറേറ്റർ ഷീറിംഗ് മെഷീന്റെ ബ്ലാങ്കിംഗ് ഏരിയയിലേക്ക് പോകുന്നു |
| 8. ഇടത് കൈയുടെ മുകളിലും താഴെയുമുള്ള ബ്ലേഡുകളുടെ ആളില്ലാത്ത ഭാഗത്ത് നിന്ന് ഏകദേശം 0.5 മില്ലീമീറ്ററിലേക്ക് ക്രമീകരിക്കാൻ ഒരു ഫീലർ ഗേജ് ഉപയോഗിക്കുക |
| 9. മാനുവൽ ടേണിംഗ് ബ്ലേഡിനെ മധ്യ സ്ഥാനത്തേക്ക് നീക്കുകയും ഏകദേശം 0.5 മില്ലീമീറ്ററിലേക്ക് ക്രമീകരിക്കുകയും ചെയ്യുന്നു. |
| 10. മാനുവൽ ടേണിംഗ്, മുകളിലും താഴെയുമുള്ള കത്തികൾ വിച്ഛേദിക്കപ്പെടാത്ത വലത് സ്ഥാനത്തേക്ക് ബ്ലേഡിനെ ചലിപ്പിക്കുന്നു. മധ്യ സ്ഥാനം ഏകദേശം 0.5 മില്ലീമീറ്ററായി ക്രമീകരിച്ചിരിക്കുന്നു. |
| 11. മുകളിലെ ബ്ലേഡ് ശരിയായ സ്ഥാനത്തേക്ക് സ്വമേധയാ തിരിക്കുക, മികച്ച ക്രമീകരണം ആരംഭിക്കുക. |
| 12. ഫീലർ ഗേജിന്റെ മൂന്ന് വയറുകൾ അഞ്ച് വയറുകളിൽ പ്രവേശിക്കുന്നത് വരെ ഇടത് കൈയുടെ മുകളിലും താഴെയുമുള്ള ബ്ലേഡുകൾ കടിക്കാത്ത സ്ഥാനം നന്നായി ട്യൂൺ ചെയ്യാൻ ഫീലർ ഗേജ് ഉപയോഗിക്കുക. |
| 13. ഫീലർ ഗേജിന് മൂന്ന് വയറുകളും അഞ്ച് വയറുകൾക്ക് പ്രവേശിക്കാൻ കഴിയാത്തതും വരെ ബ്ലേഡ് സ്വമേധയാ മുകളിലേക്ക് തിരിക്കുക, മികച്ച ക്രമീകരണം ആരംഭിക്കുക. |
| 14. വലതുവശത്ത് മുകളിലും താഴെയുമുള്ള കത്തികൾ വേർപെടുത്താത്ത സ്ഥാനത്തേക്ക് ബ്ലേഡ് സ്വമേധയാ തിരിക്കുക, തുടർന്ന് ഫീലർ ഗേജിന് മൂന്ന് വയറുകളും അഞ്ച് വയറുകൾക്ക് പ്രവേശിക്കാൻ കഴിയാത്തതും വരെ മികച്ച ക്രമീകരണം ആരംഭിക്കുക. |
| 15. ഷീറിംഗ് മെഷീന്റെ കട്ടിംഗ് എഡ്ജ് മൂർച്ചയുള്ളതായിരിക്കുമ്പോൾ, കട്ട് ഷീറ്റിന്റെ അരികിൽ ബർറുകൾ ഉണ്ടെങ്കിൽ, മുകളിലും താഴെയുമുള്ള ബ്ലേഡുകൾ തമ്മിലുള്ള വിടവ് ഉചിതമായി കുറയ്ക്കാൻ കഴിയും. |
സാധാരണ പ്രശ്നങ്ങളും കത്തി ക്രമീകരിക്കാനുള്ള കഴിവുകളും
ഏറ്റവും സാധാരണമായ മെറ്റൽ പ്ലേറ്റുകൾ ഇവയാണ്:
1. 13 മില്ലീമീറ്ററിൽ കൂടുതൽ കട്ടിയുള്ള പ്ലേറ്റുകൾ.
2. 0.2 ~ 4mm നേർത്ത പ്ലേറ്റ്.
3. ഫ്ലവർ ബോർഡ്.
4. ഹൈ ടെൻഷൻ പ്ലേറ്റ് (സാധാരണയായി ഓട്ടോമൊബൈൽ ഷീറ്റ് മെറ്റലിൽ ഉപയോഗിക്കുന്നു).
5. ടൈറ്റാനിയം പ്ലേറ്റ്
ഏറ്റവും സാധാരണമായ ബ്ലേഡ് പ്രശ്നം ചിപ്പിംഗ് അല്ലെങ്കിൽ ടൂൾ ഡെന്റ് ആണ്. ഈ പ്രശ്നങ്ങൾക്ക് മറുപടിയായി, മുകളിലും താഴെയുമുള്ള ബ്ലേഡുകൾ തമ്മിലുള്ള വിടവ് ഞങ്ങൾ ആദ്യം നിർണ്ണയിക്കണം.
ബ്ലേഡുകളുടെ ക്രമീകരണ കഴിവുകൾ
ബ്ലേഡ് ക്രമീകരിക്കുമ്പോൾ, പ്ലേറ്റിന്റെ കനത്തേക്കാൾ 2 ~ 3 മില്ലീമീറ്റർ കട്ടിയുള്ള വിടവ് നിങ്ങൾ സജ്ജമാക്കണം. അതായത്, നിങ്ങൾക്ക് 5mm കട്ടിയുള്ള ഒരു പ്ലേറ്റ് മുറിക്കണമെങ്കിൽ, നിങ്ങൾ 7mm അല്ലെങ്കിൽ 8mm മുതൽ ക്രമീകരിക്കാൻ തുടങ്ങണം, അത് സാവധാനം ക്രമീകരിക്കണം, നിങ്ങൾ അത് മുറിക്കുമ്പോൾ പ്ലേറ്റിന്റെ കട്ടിംഗ് പ്രതലത്തിൽ 1/3 തെളിച്ചമുള്ള പ്രതലവും 2/ 3 മാറ്റ് ഉപരിതലം, ഇത് മികച്ച കട്ടിംഗ് പ്രഭാവം കൈവരിക്കുന്നു. വിശദാംശങ്ങൾ ഇപ്രകാരമാണ്:


പാറ്റേൺ ബോർഡ് മുറിക്കുമ്പോൾ വിടവ് ക്രമീകരണം ബുദ്ധിമുട്ടാണ്, ബോർഡ് കനം നേരിട്ട് ഉപയോഗിക്കുന്നതിന് പകരം, പാറ്റേൺ ബോർഡിന്റെ ഏറ്റവും കോൺവെക്സ് പോയിന്റിൽ നിന്ന് കണക്കാക്കിയ കട്ടിയുള്ള കനം മുതൽ ഇത് ക്രമീകരിക്കണം. കൂടാതെ, പാറ്റേണിന്റെ കുത്തനെയുള്ള ഭാഗം താഴേക്ക് മുറിക്കുന്നത് ഉപകരണത്തിന്റെ ആയുസ്സ് വർദ്ധിപ്പിക്കും.
കൂടാതെ, പ്രത്യേകിച്ച് സ്റ്റെയിൻലെസ് സ്റ്റീൽ മുറിക്കുമ്പോൾ, പ്ലേറ്റിന്റെ മെറ്റീരിയൽ പരിഗണിക്കണം. കട്ടിംഗ് ഉപകരണം മൂർച്ചയുള്ളതും ധരിക്കുന്ന പ്രതിരോധശേഷിയുള്ളതും കടുപ്പമുള്ളതുമായിരിക്കണം. അതിനാൽ, ഹൈഡ്രോളിക് ഷെയറിംഗ് മെഷീന്റെ ബ്ലേഡ് ചർച്ച ചെയ്യണം. കത്തിയുടെ അഗ്രത്തിന്റെ കോണും മറ്റ് രൂപ രൂപകൽപ്പനയും ഉൽപ്പാദന കൃത്യതയും കൂടാതെ, തിരഞ്ഞെടുത്ത മെറ്റീരിയൽ ഉപകരണത്തിന്റെ ഗുണനിലവാരത്തെ ബാധിക്കുന്ന ഒരു പ്രധാന ഘടകമാണ്.
ബന്ധപ്പെട്ട ഉല്പന്നങ്ങൾ
 ഗില്ലറ്റിൻ ഷീറിംഗ് മെഷീനും സ്വിംഗ് ബീം ഷീറിംഗ് മെഷീനും തമ്മിലുള്ള വ്യത്യാസം
ഗില്ലറ്റിൻ ഷീറിംഗ് മെഷീനും സ്വിംഗ് ബീം ഷീറിംഗ് മെഷീനും തമ്മിലുള്ള വ്യത്യാസം- CNC ഷീറ്റ് മെറ്റൽ ബ്രേക്കിന്റെ പ്രവർത്തനവും പരിപാലനവും
- ഗില്ലറ്റിൻ ഷെയറിങ് മെഷീൻ എങ്ങനെ പ്രവർത്തിപ്പിക്കാം
- സംയോജിത പഞ്ചിംഗ് ആൻഡ് ഷിയറിങ് മെഷീന്റെ ആമുഖം
- QC12 ഗില്ലറ്റിൻ ഷിയർ ഹൈഡ്രോളിക് മെറ്റൽ ഷീറ്റ് കട്ടിംഗ് മെഷീൻ
- ഹൈഡ്രോളിക് ഷീറിംഗ് മെഷീന്റെ സാധാരണ തകരാറുകൾ നന്നാക്കൽ, ഓയിൽ സർക്യൂട്ട് സിസ്റ്റത്തിന്റെ പരിപാലനം
- നാല് നിരകളുള്ള ഹൈഡ്രോളിക് പ്രസ്സിനുള്ള പൊതുവായ തകരാറുകളും ട്രബിൾഷൂട്ടിംഗ് രീതിയും
- ഹൈഡ്രോളിക് ഗില്ലറ്റിൻ മെറ്റൽ ഷീറ്റ് പ്ലേറ്റ് സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ ഷീറിംഗ് മെഷീൻ
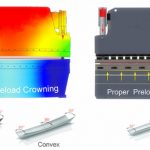
- CNC ഷീറ്റ് മെറ്റൽ ബെൻഡറിന് എങ്ങനെ വ്യതിചലന നഷ്ടപരിഹാരം നൽകാം
- QC11Y ഹൈഡ്രോളിക് ഗില്ലറ്റിൻ ഷീറിംഗ് മെഷീൻ