ഹൈഡ്രോളിക് ബെൻഡിംഗ് മെഷീനുകൾ/ഹൈഡ്രോളിക് പ്രസ്സ് ബ്രേക്ക് എന്നിവ സിൻക്രൊണൈസേഷൻ രീതി അനുസരിച്ച് വിഭജിക്കാം: ഹൈഡ്രോളിക് സിൻക്രണസ് ടോർക്ക് ബെൻഡിംഗ് മെഷീൻ , CNC പ്രസ്സ് ബ്രേക്ക്, ഇലക്ട്രോ-ഹൈഡ്രോളിക് cnc പ്രസ്സ് ബ്രേക്ക് കൂടാതെ ഇനിപ്പറയുന്ന തരത്തിലുള്ള ചലനങ്ങളായി തിരിക്കാം: മുകളിലേക്ക് പ്രവർത്തിക്കുക, താഴേക്ക് പ്രവർത്തിക്കുക .
ബ്രേക്ക് ബെൻഡിംഗിന് ആവശ്യമായ ഫലങ്ങൾ നേടുന്നതിന് വ്യത്യസ്ത സമീപന രീതികൾ ആവശ്യമാണ്. കാറ്റ് ടവർ തൂണുകൾ നിർമ്മിക്കുന്നത് മുതൽ സങ്കീർണ്ണമായ ഇലക്ട്രിക്കൽ കാബിനറ്റ് ഘടകങ്ങൾ വരെ, പ്രസ്സ് ബ്രേക്കുകൾ ഫാബ്രിക്കേറ്ററിന് ഒരു സുപ്രധാന ഉപകരണമാണ്, മാത്രമല്ല എല്ലാ വളവുകളും ഒരുപോലെയല്ലെന്ന് അറിയുന്നത് അവയുടെ വിജയകരമായ പ്രവർത്തനത്തിനുള്ള ഒരു താക്കോലാണ്. കൃത്യമായ ഭാഗങ്ങൾ വേഗത്തിലും ആവർത്തിച്ചും ലഭിക്കുന്നതിന് ഈ പ്രക്രിയ, ടൂളിംഗും മെറ്റീരിയലും (എല്ലാ ലോഹങ്ങളും വളയുന്ന പ്രക്രിയയോട് വ്യത്യസ്തമായി പ്രതികരിക്കുന്നതിനാൽ) മനസ്സിലാക്കുന്നത് പ്രധാനമാണ്.
ഹൈഡ്രോളിക് സിൻക്രണസ് ടോർക്ക് ബെൻഡിംഗ് മെഷീൻ / ഹൈഡ്രോളിക് സിൻക്രണസ് ടോർക്ക് പ്രസ്സ് ബ്രേക്ക്

ഇരട്ട സിലിണ്ടറുകൾ സ്ലൈഡർ മുകളിലേക്കും താഴേക്കും ചലനം നിയന്ത്രിക്കുന്നു
മെക്കാനിക്കൽ ടോർക്ക് സിൻക്രൊണൈസേഷൻ
CNC പ്രസ് ബ്രേക്ക്, ഇലക്ട്രോ-ഹൈഡ്രോളിക് പ്രസ് ബ്രേക്ക്


CNC പ്രസ്സ് ബ്രേക്കുകൾ: ഇത്തരത്തിലുള്ള ബ്രേക്കുകൾക്ക് ഏറ്റവും ഉയർന്ന കൃത്യതയും ഇഷ്ടാനുസൃതമാക്കൽ കഴിവുകളും ഉണ്ട്, കൃത്യത നിയന്ത്രിക്കാനും കാര്യക്ഷമത വർദ്ധിപ്പിക്കാനും കമ്പ്യൂട്ടർ സാങ്കേതികവിദ്യ ഉപയോഗിക്കുന്നു. CNC ബ്രേക്ക് പ്രസ്സുകൾ ഉപയോഗിക്കുമ്പോൾ, ബെൻഡിംഗ് ആംഗിൾ, പ്ലേറ്റ് കനം, വീതി, ഗ്രേഡ് തുടങ്ങിയ ഡാറ്റ ഒരു കൺട്രോളറിലേക്ക് പരിശീലനം ലഭിച്ച ഒരു ഓപ്പറേറ്റർ നൽകുകയും ബ്രേക്ക് എളുപ്പത്തിൽ ബാക്കിയുള്ളവ കൈകാര്യം ചെയ്യുകയും ചെയ്യുന്നു.
പ്രസ് ബ്രേക്ക് ടണേജ് എങ്ങനെ കണക്കാക്കാം

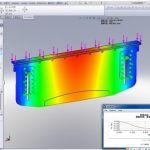
വളയുന്ന പ്രക്രിയയിൽ, മുകളിലും താഴെയുമുള്ള ഡൈകൾ തമ്മിലുള്ള ബലം മെറ്റീരിയലിൽ പ്രയോഗിക്കുന്നു, ഇത് മെറ്റീരിയൽ പ്ലാസ്റ്റിക് രൂപഭേദം വരുത്തുന്നു. വർക്കിംഗ് ടണേജ് ശബ്ദം മടക്കിയാൽ അതിശയോക്തി സമ്മർദ്ദത്തെ സൂചിപ്പിക്കുന്നു. വർക്കിംഗ് ടണേജ് നിർണ്ണയിക്കുന്നതിനുള്ള സ്വാധീന ഘടകങ്ങൾ ഇവയാണ്: വളയുന്ന ആരം, വളയുന്ന രീതി, ഡൈ അനുപാതം, കൈമുട്ട് നീളം, വളയുന്ന മെറ്റീരിയലിന്റെ കനവും ശക്തിയും മുതലായവ.
പ്രസ്സ് ബ്രേക്ക് രൂപപ്പെടുത്തുന്ന ടൺ കണക്കുകൂട്ടലുകൾ താരതമ്യേന എളുപ്പമാണ്. എവിടെ, എപ്പോൾ, എങ്ങനെ പ്രയോഗിക്കണമെന്ന് അറിയുക എന്നതാണ് തന്ത്രം. മെറ്റീരിയലിൽ വിളവ് തകരുകയും യഥാർത്ഥ വളവ് ആരംഭിക്കുകയും ചെയ്യുന്ന പോയിന്റിനെ അടിസ്ഥാനമാക്കിയുള്ള ടൺ കണക്കുകൂട്ടലിൽ നിന്ന് നമുക്ക് ആരംഭിക്കാം. 60,000-PSI ടെൻസൈൽ ശക്തിയുള്ള AISI 1035 കോൾഡ്-റോൾഡ് സ്റ്റീലിനെ അടിസ്ഥാനമാക്കിയുള്ളതാണ് ഫോർമുല. അതാണ് ഞങ്ങളുടെ അടിസ്ഥാന മെറ്റീരിയൽ. അടിസ്ഥാന സൂത്രവാക്യം ഇപ്രകാരമാണ്:

പി: ബെൻഡിംഗ് ഫോഴ്സ് (kn)
എസ്: പ്ലേറ്റ് കനം (മില്ലീമീറ്റർ)
എൽ: പ്ലേറ്റ് വീതി (മീ)
വി:ബോട്ടം ഡൈ സ്ലോട്ട് വീതി (മില്ലീമീറ്റർ)

ഉദാഹരണം 1:
S=4mm L=1000mm V=32mm, ടേബിൾ നോക്കി P=330kN നേടുക
2. ഈ പട്ടിക കണക്കാക്കുന്നത് Оb=450N/mm2 ശക്തിയുള്ള വസ്തുക്കളുടെ അടിസ്ഥാനത്തിലാണ്. മറ്റ് വ്യത്യസ്ത വസ്തുക്കളെ വളയ്ക്കുമ്പോൾ, വളയുന്ന മർദ്ദം പട്ടികയിലെ ഡാറ്റയുടെയും ഇനിപ്പറയുന്ന ഗുണകങ്ങളുടെയും ഉൽപ്പന്നമാണ്;
വെങ്കലം (മൃദുവായത്): 0.5; സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ: 1.5; അലുമിനിയം (മൃദുവായത്): 0.5; ക്രോമിയം മോളിബ്ഡിനം സ്റ്റീൽ: 2.0.
വളയുന്ന മർദ്ദത്തിനായുള്ള ഏകദേശ കണക്കുകൂട്ടൽ ഫോർമുല: P=650s2L/1000v
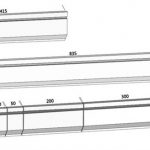
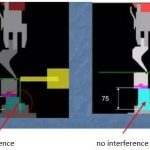
ഏറ്റവും ചെറിയ വളവിന്റെ വലിപ്പം:
എ. സിംഗിൾ ഫോൾഡിംഗ് / ബെൻഡിംഗ്:


B. ബെൻഡിംഗ് /ഫോളിഡ്ംഗ് Z


ഉദാഹരണം 2:
പ്ലേറ്റ് കനം S=4mm, വീതി L=3m, ob=450N/mm2
സാധാരണയായി സ്ലോട്ട് വീതി V=S*8 അതിനാൽ P=650423/4*8=975(KN)= 99.5 (ടൺ)
ബെൻഡിംഗ് ഫോഴ്സ് ചാർട്ടിലെ ഡാറ്റയുമായി വളരെ അടുത്താണ് ഫലം.
നിങ്ങൾക്ക് കാണാനാകുന്നതുപോലെ, പ്രസ് ബ്രേക്ക് ടണേജ് കണക്കാക്കുന്നതിനുള്ള രീതി # 1 മൃദുവായ സ്റ്റീൽ മെറ്റീരിയലിനെ അടിസ്ഥാനമാക്കിയുള്ളതാണ്.
മെറ്റീരിയൽ സ്റ്റെയിൻലെസ് സ്റ്റീൽ, അലുമിനിയം അല്ലെങ്കിൽ പിച്ചള ആണെങ്കിൽ?
ഇത് വളരെ ലളിതമാണ്, മുകളിലുള്ള ഫോർമുല ഉപയോഗിച്ച് കണക്കാക്കിയ ഫലങ്ങൾ ഇനിപ്പറയുന്ന പട്ടികയിലെ ഗുണകങ്ങൾ ഉപയോഗിച്ച് ഗുണിക്കുക:
| മെറ്റീരിയൽ | ഗുണകങ്ങൾ |
| ഇളം ഉരുക്ക് | 1 |
| സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ | 1.6 |
| അലുമിനിയം | 0.65 |
| പിച്ചള | 0.5 |
ബന്ധപ്പെട്ട ഉല്പന്നങ്ങൾ
 ചൈന പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീൻ മോൾഡ്
ചൈന പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീൻ മോൾഡ്- ഒരു പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീനിലേക്ക് ഒരു നഷ്ടപരിഹാര സംവിധാനം ചേർക്കുന്നത് എന്തുകൊണ്ട്?
- സാധാരണ മെക്കാനിക്കൽ പരാജയങ്ങളും പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീനുകളുടെ പരിപാലനവും
- പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ അനുയോജ്യമായ ഡൈ എങ്ങനെ തിരഞ്ഞെടുക്കാം
- CNC പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ പ്രവർത്തന തത്വവും ഘടനയും
- 2021 മെറ്റൽ ബ്രേക്ക് മെഷീന്റെ അൾട്ടിമേറ്റ് ഗൈഡ്
- CNC ഷീറ്റ് മെറ്റൽ ബെൻഡറിന്റെ E21 സിസ്റ്റം അറിയാനുള്ള 4 ഘട്ടങ്ങൾ
- ചൈന 40 ടൺ പ്രസ്സ് ബ്രേക്ക്
- പ്രസ് ബ്രേക്ക് ഡൈസ് എന്താണ് നിർമ്മിച്ചിരിക്കുന്നത്? എന്താണ് പ്രസ്സ് ബ്രേക്ക് ടൂളിംഗ്?
- 100t നാല് കോളം ഹൈഡ്രോളിക് പ്രസ്സിന്റെ പൊതുവായ തകരാറുകളും ട്രബിൾഷൂട്ടിംഗ് രീതികളും