CNC ഹൈഡ്രോളിക് പ്രസ്സ് ബ്രേക്ക് മെഷീന്റെ പ്രയോജനം

1. എളുപ്പമുള്ള പ്രവർത്തനം
CNC പ്രസ് ബ്രേക്ക് പ്രവർത്തിപ്പിക്കാൻ വളരെ എളുപ്പമാണ്, കൂടാതെ ഇത് കുറഞ്ഞ അധ്വാനമുള്ള യന്ത്രവുമാണ്. അതിനാൽ ഓപ്പറേറ്റർക്ക് ഒരേ സമയം നിരവധി മെഷീനുകൾ കൈകാര്യം ചെയ്യാൻ കഴിയും. ഈ മെഷീനുകൾ ഓപ്പറേറ്ററുടെ സ്പർശനം, അനുഭവം, ശബ്ദം എന്നിവയിലൂടെ ലളിതമായി പ്രവർത്തിപ്പിക്കാൻ കഴിയും. ഇതുകൂടാതെ, അവ വളരെ ഉപയോക്തൃ സൗഹൃദവും വളരെ ശക്തമായ നിയന്ത്രണ സംവിധാനവുമുണ്ട്.
2. ഫ്ലെക്സിബിൾ പ്രോഗ്രാമിംഗ്
CNC പ്രസ് ബ്രേക്കിന്റെ ഫ്ലെക്സിബിൾ പ്രോഗ്രാമിംഗ്, ലളിതമായ ഇംഗ്ലീഷിലോ മറ്റേതെങ്കിലും അനുയോജ്യമായ ഭാഷയിലോ മെഷീൻ നിയന്ത്രിക്കാൻ ഓപ്പറേറ്ററെ പ്രാപ്തനാക്കുന്നു.

നടപ്പിലാക്കാൻ കഴിയുന്ന വിവിധ തരത്തിലുള്ള പ്രവർത്തനങ്ങൾ മെനുവിൽ ഓപ്ഷനുകളായി ലഭ്യമാണ്. ആവശ്യമായ പ്രവർത്തനം തിരഞ്ഞെടുത്തുകഴിഞ്ഞാൽ, സൈക്കിൾ സമയം, മെറ്റീരിയലുകൾ, സമ്മർദ്ദങ്ങൾ, ഉൽപ്പാദന പ്രക്രിയയുമായി ബന്ധപ്പെട്ട മറ്റ് ഘടകങ്ങൾ എന്നിവയെക്കുറിച്ചുള്ള ചോദ്യങ്ങളുടെ മറ്റൊരു ലിസ്റ്റ് സ്ക്രീനിൽ ദൃശ്യമാകും. ഓപ്പറേറ്റർ മെഷീനിലേക്ക് മറുപടികൾ നൽകിയ ശേഷം, ബന്ധപ്പെട്ട ടാസ്ക് ആരംഭിക്കുന്നതിന് മുമ്പ് സ്ഥിരീകരണത്തിനായി മൂല്യങ്ങൾ സ്ക്രീനിൽ പ്രദർശിപ്പിക്കും.
3. ആധുനിക ഡിസൈൻ
CNC പ്രസ് ബ്രേക്ക് ഒരു ആധുനിക ഡിസൈൻ ഉൾക്കൊള്ളുന്നു, ഇത് വളവുകളുടെ ക്രമം എളുപ്പത്തിൽ ക്രമീകരിക്കാൻ ഓപ്പറേറ്ററെ പ്രാപ്തമാക്കുന്നു. ആവശ്യമായ ഉൽപ്പന്നം വേഗത്തിൽ നിർമ്മിക്കാൻ ഇത് ഓപ്പറേറ്ററെ സഹായിക്കുന്നു. മാത്രവുമല്ല, ഒരു പ്രത്യേക അളവിലുള്ള വളവ് സൃഷ്ടിക്കുന്നതിന് ആവശ്യമായ മർദ്ദം ഓപ്പറേറ്റർക്ക് ഇനി കണക്കാക്കേണ്ടതില്ല. ഫ്ലേഞ്ചിന്റെ നീളം, മെറ്റീരിയൽ തരം, കനം, ബെൻഡിന്റെ അളവ് എന്നിവ പോലുള്ള മറ്റ് ഘടകങ്ങൾ പോലും നേരിട്ട് CNC കൺട്രോൾ യൂണിറ്റിലേക്ക് പ്രവേശിക്കാം. നിർമ്മിക്കേണ്ട ഭാഗം 2D അല്ലെങ്കിൽ 3D ഫിനിഷ്ഡ് പതിപ്പിലും കാണാൻ കഴിയും. ഇതുകൂടാതെ, ആദ്യ ഭാഗം മെഷീനിലോ ഓഫ്ലൈൻ പിസി വഴിയോ പ്രോഗ്രാം ചെയ്ത ശേഷം, കഴിവു കുറഞ്ഞ ഒരു ഓപ്പറേറ്റർക്ക് തുടർന്നുള്ള ഭാഗങ്ങൾ എളുപ്പത്തിൽ നിർമ്മിക്കാനാകും.

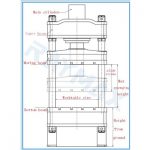
4. ഇരുവശത്തും "സി" പ്ലേറ്റുകളിൽ രണ്ട് ലീനിയർ സ്കെയിലുകൾ ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട്.
ജോലി സമയത്ത് വ്യതിചലനത്തിന്റെ പ്രഭാവം ഇല്ലാതാക്കാൻ ഞങ്ങൾ അത് വർക്ക്ടേബിളിൽ ശരിയാക്കുന്നു. ലീനിയർ സ്കെയിൽ റാമിന്റെ (Y1, Y2) രണ്ട് അവസാന സ്ഥാനങ്ങളും പരിശോധിച്ച് സിഗ്നൽ അയയ്ക്കും. CNC ആംപ്ലിഫയർ ഉപയോഗിച്ച് ആംപ്ലിഫൈ ചെയ്ത ശേഷം, സിഗ്നൽ കമ്പ്യൂട്ടറിലേക്ക് തിരികെ നൽകും. അപ്പോൾ സിലിണ്ടറുകളിലേക്ക് പ്രവേശിക്കാൻ പോകുന്ന എണ്ണയുടെ അളവ് കമ്പ്യൂട്ടർ നിയന്ത്രിക്കും. അതിനാൽ റാമിന്റെയും വർക്ക് ടേബിളിന്റെയും സമാന്തരത ± 0.01 മില്ലിമീറ്ററിൽ നിയന്ത്രിക്കാനാകും.
5. ബഹുമുഖത: ഇലക്ട്രോണിക് ചേസിസ്/ബ്രാക്കറ്റുകൾ പോലെയുള്ള സങ്കീർണ്ണമായ ഭാഗങ്ങൾ ഉൾപ്പെടെ (ബ്രേക്ക് ഫിസിക്കൽ പരിധിക്കുള്ളിൽ) ഏത് കനവും മെറ്റീരിയലും വളയ്ക്കുക.
6. DELEM സിസ്റ്റത്തിന് ഓട്ടോമാറ്റിക് ടെസ്റ്റിംഗും സ്വയം രോഗനിർണയ പ്രവർത്തനങ്ങളും ഉണ്ട്. കൂടാതെ, പ്രോഗ്രാമിംഗിൽ വളയാനുള്ള പ്ലേറ്റിന്റെ വലുപ്പങ്ങൾ, വർക്ക്പീസിന്റെ അളവുകൾ, ഉപകരണങ്ങൾ തിരഞ്ഞെടുക്കൽ എന്നിവ ഉൾപ്പെടുന്നു. അപ്പോൾ CNC സിസ്റ്റത്തിന് ബാക്ക് ഗേജിന്റെയും റാമിന്റെയും വളയുന്ന ശക്തിയും സ്ഥാനവും സ്വയമേവ കണക്കാക്കാൻ കഴിയും. റാം തുളച്ചുകയറുന്നതും അമർത്തുന്ന സമയ റിലേയും കണക്കാക്കാം. മികച്ച ഗുണമേന്മയുള്ള ഇലക്ട്രോ-ഹൈഡ്രോളിക് ആനുപാതിക വാൽവിന് രണ്ട് സിലിണ്ടറുകളുടെയും സമന്വയവും എക്സെൻട്രിക് ലോഡ് കൈകാര്യം ചെയ്യാനുള്ള നല്ല ശേഷിയും ഉറപ്പാക്കാൻ കഴിയും.

7. ബാക്ക് ഗേജ് റോളിംഗ് ബോൾ സ്ക്രൂവും റോളിംഗ് ഗൈഡ് വഴിയും സ്വീകരിക്കുന്നു, അതിനാൽ X അച്ചുതണ്ടിന്റെ ആവർത്തിച്ചുള്ള പൊസിഷനിംഗ് കൃത്യത ± 0.1mm വരെ എത്താം. ഫുൾ മെഷീൻ സേഫ്റ്റി ഗാർഡും ഇന്റർലോക്കറും ഉപയോഗിച്ച് ഓപ്പറേറ്ററെ പരിക്കേൽക്കാതെ സംരക്ഷിക്കുന്നു.
8. സിലിണ്ടറുകൾ, പിസ്റ്റൺ വടി, ഗൈഡ് വേ തുടങ്ങിയ പ്രധാന സ്ലൈഡിംഗ് ഭാഗങ്ങൾ എല്ലാം ധരിക്കാനുള്ള പ്രതിരോധം ഉള്ളവയാണ്.
9. CNC സിസ്റ്റം CNC ഹൈഡ്രോളിക് പ്രസ് ബ്രേക്ക് മെഷീൻ റാമിന്റെയും ബാക്ക് ഗേജിന്റെയും സ്ട്രോക്ക് എല്ലാം നല്ല കൃത്യതയോടെ നിയന്ത്രിക്കും.
CNC ഹൈഡ്രോളിക് പ്രസ്സ് ബ്രേക്ക് മെഷീന്റെ പോരായ്മ
1. മെറ്റീരിയൽ കൈകാര്യം ചെയ്യൽ: വലിയ ഷീറ്റുകൾ മെറ്റീരിയൽ കൈകാര്യം ചെയ്യുന്നതിൽ ബുദ്ധിമുട്ട്
2. ടൂളിംഗ്: താഴെയും മുകളിലും ടൂളിംഗ് ആവശ്യമാണ്
3. മുഴുവൻ വളയുന്ന പ്രവർത്തനത്തിനിടയിലും ഫ്ലേഞ്ച് നീളം ഡൈയിലുടനീളം വ്യാപിക്കണം, ഇത് ഫ്ലേഞ്ച് വലുപ്പം പരിമിതപ്പെടുത്തുന്നു
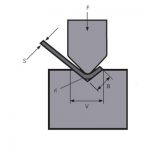
4. സ്പ്രിംഗ് ബാക്ക്: ബെൻഡിംഗിന്റെ അവസാനം, ചിത്രം 1 ൽ കാണിച്ചിരിക്കുന്നതുപോലെ, ഇലാസ്റ്റിക് വൈകല്യത്തിന്റെ വീണ്ടെടുക്കൽ കാരണം സ്പ്രിംഗ് ബാക്ക് സംഭവിക്കുന്നു. റീബൗണ്ട് പ്രതിഭാസം വർക്ക്പീസിന്റെ ഡൈമൻഷണൽ കൃത്യതയെ നേരിട്ട് ബാധിക്കുന്നു, അത് നിയന്ത്രിക്കേണ്ടതുണ്ട്. ഇക്കാര്യത്തിൽ സ്വീകരിച്ചിരിക്കുന്ന പ്രക്രിയ നടപടികൾ ഇവയാണ്: ① ആംഗിൾ നഷ്ടപരിഹാര രീതി. വർക്ക്പീസ് ബെൻഡിംഗ് ആംഗിൾ 90 ഡിഗ്രി ആണെങ്കിൽ, സ്ലോട്ട് (വി ആകൃതിയിലുള്ള) ഓപ്പണിംഗ് ആംഗിളിന് കീഴിൽ ബെൻഡിംഗ് മെഷീൻ 78 ഡിഗ്രി തിരഞ്ഞെടുക്കാം.

ചിത്രം 1
തിരുത്തൽ രീതി ഉപയോഗിച്ച് സമ്മർദ്ദ സമയം വർദ്ധിപ്പിക്കുന്നു. ബെൻഡിംഗ് മെഷീന്റെ അപ്പർ ഡൈ, വർക്ക്പീസ്, ലോവർ ഗ്രോവ് എന്നിവയുടെ കോൺടാക്റ്റ് സമയം നീട്ടുന്നതിന് വളവിന്റെ അവസാനം മർദ്ദം തിരുത്തൽ നടത്തുക, അങ്ങനെ നാരുകളുടെ റീബൗണ്ട് പ്രവണത താഴത്തെ ഗ്രോവിന്റെ ഫില്ലറ്റിൽ പ്ലാസ്റ്റിക് രൂപഭേദം വർദ്ധിപ്പിക്കും. പിരിമുറുക്കത്തിലും കംപ്രഷൻ മേഖലയിലും പരസ്പരം എതിർക്കുന്നു, അതുവഴി റിട്ടേൺ ബോംബ് കുറയ്ക്കുന്നു.
ബന്ധപ്പെട്ട ഉല്പന്നങ്ങൾ
 CNC പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ പ്രവർത്തന തത്വവും ഘടനയും
CNC പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ പ്രവർത്തന തത്വവും ഘടനയും- വളയുന്ന മീഡിയം, കട്ടിയുള്ള പ്ലേറ്റുകൾക്ക് WILA കാര്യക്ഷമമായ പരിഹാരം
- ഹൈഡ്രോളിക് പ്രസ് ബ്രേക്ക് മെഷീന്റെ ടൺ എങ്ങനെ തിരഞ്ഞെടുക്കാം
- മികച്ച 10 ചൈന പവർ പ്രസ്സ് നിർമ്മാതാക്കൾ
- അനുയോജ്യമായ CNC ഹൈഡ്രോളിക് പ്രസ്സ് ബ്രേക്ക് മെഷീൻ എങ്ങനെ തിരഞ്ഞെടുക്കാം
- CNC ഷീറ്റ് മെറ്റൽ ബെൻഡറിന്റെ E21 സിസ്റ്റം അറിയാനുള്ള 4 ഘട്ടങ്ങൾ
- എന്താണ് പ്രസ് ബ്രേക്ക് ക്രൗണിംഗ്
- ഗില്ലറ്റിൻ ഷെയറിങ് മെഷീൻ എങ്ങനെ പ്രവർത്തിപ്പിക്കാം
- ഹൈഡ്രോളിക് പവർ പ്രസ്സ് മെഷീന്റെ പരിപാലനം
- ഹൈഡ്രോളിക് പവർ പ്രസ്സ് മെഷീന്റെ സുരക്ഷിതമായ പ്രവർത്തന നിയമങ്ങൾ