ബുൾഡോസറുകൾ, എക്സ്കവേറ്ററുകൾ, ലോഡറുകൾ, റെയിൽവേ പാസഞ്ചർ കാറുകൾ, മറ്റ് നിർമ്മാണ യന്ത്രങ്ങൾ, ലോക്കോമോട്ടീവുകൾ എന്നിങ്ങനെ വിവിധ മേഖലകളിൽ ഇടത്തരം കട്ടിയുള്ള പ്ലേറ്റുകൾ വ്യാപകമായി ഉപയോഗിക്കുന്നു. ഇടത്തരം, കനത്ത പ്ലേറ്റുകൾ സാധാരണയായി 4.5 നും 25 മില്ലീമീറ്ററിനും ഇടയിൽ കനം ഉള്ള മെറ്റൽ പ്ലേറ്റുകളെയാണ് സൂചിപ്പിക്കുന്നത്. മീഡിയം, ഹെവി പ്ലേറ്റുകളുടെ രൂപീകരണ രീതികളിൽ പ്രധാനമായും ഉൾപ്പെടുന്നു: പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് ഫോർമിംഗ്, റോളിംഗ് മെഷീൻ ഫോർമിംഗ്, പ്രസ് ടോളിംഗ് ഫോമിംഗ്. ഇടത്തരവും കട്ടിയുള്ളതുമായ പ്ലേറ്റുകൾക്കായി വ്യാപകമായി ഉപയോഗിക്കപ്പെടുന്നതും സമൃദ്ധമായതുമായ ഉൽപ്പന്ന ലൈൻ രൂപീകരണ രീതിയാണ് ബെൻഡിംഗ് (മടക്കിക്കൽ).
നീളമുള്ള വർക്ക്പീസുകൾ, ഉയർന്ന മർദ്ദം, ബുദ്ധിമുട്ടുള്ള രൂപീകരണം, കുറഞ്ഞ ദക്ഷത, കൃത്യത നിയന്ത്രിക്കാൻ ബുദ്ധിമുട്ട് എന്നിവയാണ് പ്ലേറ്റ് ബെൻഡിംഗിന്റെ ബുദ്ധിമുട്ടുകൾ. മെറ്റീരിയൽ പാരാമീറ്ററുകൾ, പ്രോസസ്സ് പാരാമീറ്ററുകൾ, പൂപ്പൽ പാരാമീറ്ററുകൾ എന്നിവയുടെ സമഗ്രമായ പ്രതിഫലനമാണ് ബെൻഡിംഗിന്റെ അന്തിമ ഫലം. ഈ പാരാമീറ്ററുകളുടെ ന്യായമായ രൂപകൽപ്പനയാണ് ഇടത്തരം, കട്ടിയുള്ള പ്ലേറ്റുകളുടെ ബെൻഡിംഗ് പ്രകടനം മെച്ചപ്പെടുത്തുന്നതിനുള്ള താക്കോൽ.

പ്രസ്സ് ബ്രേക്കിന്റെ ടൺ (പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീൻ)
ഇടത്തരം, കട്ടിയുള്ള പ്ലേറ്റ് ബെൻഡിംഗ് നേരിടുന്ന ആദ്യത്തെ പ്രശ്നം പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ ടൺ സെലക്ഷൻ ആണ്, കൂടാതെ ഫിക്ചറിന്റെയും മോൾഡിന്റെയും ബെയറിംഗ് കപ്പാസിറ്റി ആവശ്യകതകൾ നിറവേറ്റുന്നുണ്ടോ എന്നതാണ്.
മുകളിലും താഴെയുമുള്ള അച്ചുകൾക്കിടയിൽ പരസ്പര ചലനം നടത്താൻ പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീൻ എഫ് ഫോഴ്സ് പ്രയോഗിക്കുന്നു, അതുവഴി പ്ലേറ്റ് വളയ്ക്കുന്നു. 90° കാർബൺ സ്റ്റീൽ പ്ലേറ്റുകൾ വളയ്ക്കുന്നതിന്, പട്ടിക 1-ൽ കാണിച്ചിരിക്കുന്നതുപോലെ, WILA പ്ലേറ്റ് സ്ട്രെസ് ലോഡിന്റെ അനുഭവപരമായ മൂല്യം നൽകുന്നു. കാർബൺ സ്റ്റീലിന്റെ കനം 20mm ആയിരിക്കുമ്പോൾ, V=160mm ഉള്ള ലോവർ ഡൈ തിരഞ്ഞെടുക്കാം. ഈ സമയത്ത്, ബെൻഡിംഗ് മെഷീന്റെ ഫോഴ്സ് ലോഡ് 150t / m ആണ്.
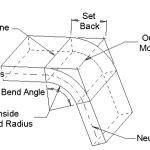
F=ഫോഴ്സ് പെർ യൂണിറ്റ് നീളം (t/m);
S= മെറ്റീരിയൽ കനം (മില്ലീമീറ്റർ);
ri= അകത്തെ മൂലയുടെ (mm) വളയുന്ന ആരം;
V= ലോവർ ഡൈ ഓപ്പണിംഗ് സൈസ് (mm);
B= ഏറ്റവും ചെറിയ ഫ്ലേഞ്ച് എഡ്ജ് (mm) );
അലുമിനിയം: F×50%;
അലുമിനിയം അലോയ്: F×100%;
സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ: F×150%;
സ്റ്റാമ്പിംഗും ബെൻഡിംഗും: F×(3~5)

കനത്ത ഹൈഡ്രോളിക് ക്ലാമ്പ്
WILA ഹെവി-ഡ്യൂട്ടി അപ്പർ ഹൈഡ്രോളിക് ക്ലാമ്പുകളുടെ ലോഡ്-ചുമക്കുന്ന രീതികളിൽ ടോപ്പ് ലോഡും ഷോൾഡർ ലോഡും ഉൾപ്പെടുന്നു, പരമാവധി ലോഡ് യഥാക്രമം 250t/m, 800t/m ആണ്. ഫിക്ചറിന്റെ ഫോഴ്സ്-ബെയറിംഗ് ഉപരിതലം CNC ഡീപ് ക്വഞ്ചിംഗ് ഹാർഡനിംഗ് സാങ്കേതികവിദ്യ സ്വീകരിക്കുന്നു. റോക്ക്വെൽ കാഠിന്യം 56~60HRC ആണ്, കാഠിന്യത്തിന്റെ ആഴം 4mm വരെയാണ്, ഇതിന് ഉയർന്ന കാഠിന്യവും ശക്തമായ വസ്ത്രധാരണ പ്രതിരോധവുമുണ്ട്. ഹൈഡ്രോളിക് ക്ലാമ്പ് ഹൈഡ്രോളിക് റാപ്പിഡ് ക്ലാമ്പിംഗ് ഉപയോഗിക്കുന്നു, കൂടാതെ ഹൈഡ്രോളിക് ഹോസിന്റെ വികാസം ക്ലാമ്പിംഗ് പിന്നിന്റെ ചലനത്തെ നയിക്കുന്നു, അങ്ങനെ പൂപ്പൽ സ്വയമേവ ഇരിക്കുകയും ബെൻഡിംഗ് ലൈൻ യാന്ത്രികമായി കേന്ദ്രീകരിക്കുകയും ചെയ്യുന്നു. മൊത്തം 6 മീറ്റർ നീളമുള്ള ഒരു ബെൻഡിംഗ് മോൾഡിന്, ഹൈഡ്രോളിക് ക്ലാമ്പിംഗ് പൂർണ്ണമായും ക്ലാമ്പ് ചെയ്യുന്നതിന് ഏകദേശം 5 സെക്കൻഡ് മാത്രമേ എടുക്കൂ, കൂടാതെ സമഗ്രമായ ഉപയോഗക്ഷമത സാധാരണ മാനുവൽ ക്ലാമ്പിംഗ് സിസ്റ്റത്തേക്കാൾ 3~6 മടങ്ങ് കൂടുതലാണ്.

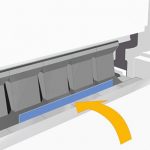
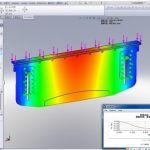
ഹെവി മെഷിനറി നഷ്ടപരിഹാര വർക്ക് ബെഞ്ച്
ഇടത്തരം, കട്ടിയുള്ള പ്ലേറ്റുകൾ വളയുന്നതിന്, ഹെവി-ഡ്യൂട്ടി മെക്കാനിക്കൽ കോമ്പൻസേഷൻ ടേബിളിന്റെ WILA യുടെ പുതിയ-ലെവൽ പതിപ്പിന് ലോഡ് ആവശ്യകതകൾ എളുപ്പത്തിൽ നിറവേറ്റാൻ മാത്രമല്ല, ബെൻഡിംഗ് മെഷീന്റെ വ്യതിചലനത്തിനും രൂപഭേദത്തിനും നഷ്ടപരിഹാരം നൽകാനും കഴിയും. മെക്കാനിക്കൽ നഷ്ടപരിഹാര വർക്ക് ബെഞ്ച് ഹൈഡ്രോളിക് ക്ലാമ്പിംഗ് സ്വീകരിക്കുന്നു, ഉപരിതല കൃത്യത ± 0.01 മില്ലീമീറ്ററിൽ എത്താം, റോക്ക്വെൽ കാഠിന്യം 56 ~ 60HRC ആണ്, കാഠിന്യം 4 മില്ലീമീറ്ററാണ്. മെക്കാനിക്കൽ നഷ്ടപരിഹാര വർക്ക്ബെഞ്ച് WILA-യുടെ സാർവത്രിക UPB ഇൻസ്റ്റാളേഷൻ ഇന്റർഫേസ് സ്വീകരിക്കുന്നു, അത് ഇൻസ്റ്റാൾ ചെയ്യാൻ എളുപ്പവും ഉയർന്ന കൃത്യതയുമുള്ളതാണ്. ഇതിന് അതിന്റേതായ Tx, Ty ദിശാ ക്രമീകരണങ്ങളും ഉണ്ട്, വർക്ക് ബെഞ്ചും ബാക്ക്ഗേജും മുന്നിലെയും പിന്നിലെയും ദിശകളിൽ സമാന്തരമായി നിലകൊള്ളുന്നുവെന്ന് ഉറപ്പാക്കാനും പ്രാദേശിക കോണീയ വ്യതിയാനം തിരുത്താനും കഴിയും.

ഹെവി ബെൻഡിംഗ് ഡൈ/ടൂളിംഗ്
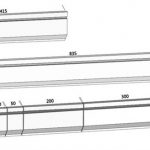
പ്ലേറ്റിന്റെ കനം കാരണം, വലിയ ഓപ്പണിംഗ് സൈസുള്ള (V24~V300) താഴത്തെ പൂപ്പലും വലിയ ബെയറിംഗ് കപ്പാസിറ്റി ഉള്ള പൂപ്പലും ഇടത്തരം കട്ടിയുള്ള പ്ലേറ്റുകൾ വളയ്ക്കുന്നതിന് സാധാരണയായി തിരഞ്ഞെടുക്കുന്നു. പൂപ്പലിന്റെ മൊത്തത്തിലുള്ള അളവുകൾ സാധാരണയായി വലുതാണ്, കൂടാതെ അച്ചിന്റെ ഭാരം ഓപ്പറേറ്ററുടെ സാധാരണ കൈകാര്യം ചെയ്യൽ ശേഷിയെ കവിഞ്ഞു. റോളർ ബെയറിംഗുകളുടെ സഹായത്തോടെ, WILA-ന്റെ പേറ്റന്റ് നേടിയ E2M (ഈസി ടു മൂവ്) സാങ്കേതികത, ഭാരമേറിയ വളയുന്ന അച്ചുകൾ സൗകര്യപ്രദമായും സുരക്ഷിതമായും വേഗത്തിലും നീക്കാൻ ഓപ്പറേറ്റർമാരെ അനുവദിക്കുന്നു, ഇത് മോൾഡ് മാറ്റിസ്ഥാപിക്കലും യന്ത്രം ക്രമീകരിക്കാനുള്ള സമയവും വളരെയധികം ലാഭിക്കുന്നു.
സ്ട്രെയിറ്റ് കത്തികൾ, ഗൂസെനെക്ക് സ്സിമിറ്റാറുകൾ, ഫില്ലറ്റ് മോൾഡുകൾ, മൾട്ടി-വി മോൾഡുകൾ എന്നിങ്ങനെ വിവിധ കത്തി ആകൃതികളുള്ള ബെൻഡിംഗ് മോൾഡുകളും ഉപഭോക്തൃ ആവശ്യങ്ങൾ നിറവേറ്റുന്ന ലോവർ മോൾഡ് ഓപ്പണിംഗുകളും നൽകാം. പ്രധാന ഭാഗങ്ങൾ കൃത്യമായി പൊടിക്കുന്നതിലൂടെ, പൂപ്പലിന്റെ ഡൈമൻഷണൽ കൃത്യത ± 0.01mm വരെ ഉയർന്നതാണ്. CNC ഡീപ് ക്വൻസിങ് ആൻഡ് ഹാർഡനിംഗ് ടെക്നോളജിയുടെ പ്രോസസ്സിംഗ് വഴി, പൂപ്പൽ കാഠിന്യം 56~60HRC-ൽ എത്താം, കഠിനമായ പാളിയുടെ ആഴം 4mm-ൽ എത്താം.

വ്യത്യസ്ത പ്ലേറ്റ് കനം ഉള്ള ഇടത്തരം, കട്ടിയുള്ള പ്ലേറ്റുകൾ വളയ്ക്കുന്നതിന്, WILA മൾട്ടി-വി മോൾഡുകളും നൽകുന്നു, അവ രണ്ട് രൂപങ്ങളിൽ ലഭ്യമാണ്: ഓട്ടോമാറ്റിക് അഡ്ജസ്റ്റ് ചെയ്യാവുന്ന V പോർട്ട്, മാനുവൽ ക്രമീകരിക്കാവുന്ന V പോർട്ട്, ചിത്രം 6-ൽ കാണിച്ചിരിക്കുന്നത് പോലെ. സംഖ്യാ നിയന്ത്രണ മോട്ടോർ വഴി അല്ലെങ്കിൽ അഡ്ജസ്റ്റ്മെന്റ് ബ്ലോക്ക്, താഴത്തെ അച്ചിന്റെ V ഓപ്പണിംഗ് വലുപ്പം പ്ലേറ്റിന്റെ സവിശേഷതകൾക്കനുസരിച്ച് ഏകപക്ഷീയമായി ക്രമീകരിക്കാൻ കഴിയും, ഇത് ഉയർന്ന റീബൗണ്ടും ഉയർന്ന ശക്തിയും ഉള്ള ഇടത്തരം കട്ടിയുള്ള പ്ലേറ്റുകൾ വളയ്ക്കുന്നതിന് പ്രത്യേകിച്ചും അനുയോജ്യമാണ്. അതേ സമയം, മൾട്ടി-വി മോൾഡിൽ കുറഞ്ഞ ഘർഷണ ഗുണകമുള്ള കഠിനമായ റോളറുകൾ വരുന്നു, ഇത് വളയുന്ന ഭാഗങ്ങളുടെ ബാഹ്യ ക്രീസുകളെ വളരെയധികം കുറയ്ക്കും, അതേ സമയം, ഇത് വളയുന്നത് 10% ~ 30% കുറയ്ക്കും. പരമ്പരാഗത താഴ്ന്ന പൂപ്പൽ.

ബന്ധപ്പെട്ട ഉല്പന്നങ്ങൾ
 ഹൈഡ്രോളിക് പ്രസ് ബ്രേക്ക് മെഷീന്റെ ടൺ എങ്ങനെ തിരഞ്ഞെടുക്കാം
ഹൈഡ്രോളിക് പ്രസ് ബ്രേക്ക് മെഷീന്റെ ടൺ എങ്ങനെ തിരഞ്ഞെടുക്കാം- CNC ബെൻഡിംഗ് മെഷീന്റെ കഴിവുകൾ ഉപയോഗിക്കുക
- CNC പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ പ്രവർത്തന തത്വവും ഘടനയും
- പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ അനുയോജ്യമായ ഡൈ എങ്ങനെ തിരഞ്ഞെടുക്കാം
- ബെൻഡിംഗ് മെഷീൻ മോൾഡിന്റെ പരമ്പരാഗത ബെൻഡിംഗ് സീക്വൻസും പ്രതിദിന ഉപയോഗ സ്പെസിഫിക്കേഷനും
- ഒരു പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീനിലേക്ക് ഒരു നഷ്ടപരിഹാര സംവിധാനം ചേർക്കുന്നത് എന്തുകൊണ്ട്?
- നിങ്ങളുടെ പ്രസ് ബ്രേക്കിനുള്ള ബെൻഡ് അലവൻസ് എങ്ങനെ കണക്കാക്കാം
- ചൈന പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീൻ മോൾഡ്
- പ്രസ് ബ്രേക്ക് ഡൈസ് എന്താണ് നിർമ്മിച്ചിരിക്കുന്നത്? എന്താണ് പ്രസ്സ് ബ്രേക്ക് ടൂളിംഗ്?
- പ്രസ്സ് ബ്രേക്ക് മെഷീൻ ഗുണങ്ങളും ദോഷങ്ങളും