പരമ്പരാഗത വളയുന്ന ക്രമം
1. ഷോർട്ട് സൈഡ് ഫസ്റ്റ്, ലോംഗ് സൈഡ് ഫസ്റ്റ്: പൊതുവായി പറഞ്ഞാൽ, നാല് വശങ്ങളും വളയുമ്പോൾ, ആദ്യം ഷോർട്ട് സൈഡ് മടക്കിക്കളയുകയും പിന്നീട് നീളമുള്ള വശം വർക്ക്പീസ് പ്രോസസ്സ് ചെയ്യുന്നതിനും ബെൻഡിംഗ് മോൾഡിന്റെ അസംബ്ലിക്കും ഗുണം ചെയ്യും.
2. പെരിഫറൽ ആദ്യം, പിന്നീട് മധ്യഭാഗം: സാധാരണ സാഹചര്യങ്ങളിൽ, ഇത് സാധാരണയായി വർക്ക്പീസിന്റെ ചുറ്റളവിൽ നിന്ന് ആരംഭിച്ച് വർക്ക്പീസിന്റെ മധ്യഭാഗത്തേക്ക് മടക്കിക്കളയുന്നു.
3. ആദ്യം ഭാഗികം, പിന്നെ മുഴുവനും: മറ്റ് വളയുന്ന ഘടനകളിൽ നിന്ന് വ്യത്യസ്തമായ വർക്ക്പീസിനുള്ളിലോ പുറത്തോ ചില ഘടനകൾ ഉണ്ടെങ്കിൽ, സാധാരണയായി ഈ ഘടനകൾ ആദ്യം വളയുകയും പിന്നീട് മറ്റ് ഭാഗങ്ങൾ ആകുകയും ചെയ്യും.
4. ഇടപെടൽ സാഹചര്യം പരിഗണിച്ച് വളയുന്ന ക്രമം ന്യായമായും ക്രമീകരിക്കുക: ബെൻഡിംഗ് സീക്വൻസ് സ്റ്റാറ്റിക് അല്ല, കൂടാതെ വർക്ക്പീസിലെ ബെൻഡിംഗ് ആകൃതി അല്ലെങ്കിൽ തടസ്സങ്ങൾ അനുസരിച്ച് പ്രോസസ്സിംഗ് സീക്വൻസ് ഉചിതമായി ക്രമീകരിക്കണം.

ബെൻഡിംഗ് മെഷീൻ മോൾഡിന്റെ ദൈനംദിന ഉപയോഗ സ്പെസിഫിക്കേഷൻ
1. പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ പവർ ഓണാക്കുക, കീ സ്വിച്ച് തിരിക്കുക, ആരംഭിക്കുന്നതിന് ഓയിൽ പമ്പ് അമർത്തുക, ബെൻഡിംഗ് മെഷീൻ ഓയിൽ പമ്പ് കറങ്ങാൻ തുടങ്ങുന്നു, മെഷീൻ ഇതുവരെ പ്രവർത്തിക്കാൻ തുടങ്ങിയിട്ടില്ല.
2. ബെൻഡിംഗ് മെഷീൻ മോൾഡ് ഔദ്യോഗികമായി ആരംഭിക്കുമ്പോൾ സ്ട്രോക്ക് ക്രമീകരിക്കുന്നതിന് ഒരു ട്രയൽ റൺ ആവശ്യമാണ്. ബെൻഡിംഗ് മെഷീന്റെ മുകളിലെ ഡൈ താഴേക്ക് ഇറങ്ങുമ്പോൾ, പ്ലേറ്റ് കനത്തിൽ ഒരു വിടവ് ഉണ്ടായിരിക്കണം. അല്ലാത്തപക്ഷം അത് പൂപ്പലിനും യന്ത്രത്തിനും കേടുപാടുകൾ വരുത്തും. സ്ട്രോക്ക് അഡ്ജസ്റ്റ്മെന്റിന് ഇലക്ട്രിക് ക്വിക്ക് അഡ്ജസ്റ്റ്മെന്റ്, മാനുവൽ ഫൈൻ അഡ്ജസ്റ്റ്മെന്റ് എന്നിവയും ഉണ്ട്.
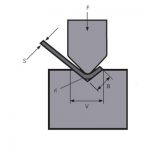
3. ബെൻഡിംഗ് മെഷീൻ മോൾഡിന്റെ നോച്ച് തിരഞ്ഞെടുക്കുന്നതിന്, പ്ലേറ്റ് കട്ടിയുള്ളതിന്റെ 8 മടങ്ങ് വീതിയുള്ള ഒരു നോച്ച് സാധാരണയായി തിരഞ്ഞെടുക്കപ്പെടുന്നു. നിങ്ങൾ 4 എംഎം ഷീറ്റ് വളച്ചാൽ, നിങ്ങൾ ഏകദേശം 32 സ്ലോട്ട് തിരഞ്ഞെടുക്കേണ്ടതുണ്ട്.

4. ബെൻഡിംഗ് മെഷീന്റെ മുകളിലും താഴെയുമുള്ള അച്ചുകളുടെ ഓവർലാപ്പും ദൃഢതയും പരിശോധിക്കുക; പൊസിഷനിംഗ് ഉപകരണങ്ങൾ പ്രോസസ്സ് ചെയ്യേണ്ട ആവശ്യകതകൾ പാലിക്കുന്നുണ്ടോയെന്ന് പരിശോധിക്കുക. മുകളിലും താഴെയുമുള്ള അച്ചുകളുടെ ഓവർലാപ്പ് ഇടയ്ക്കിടെ പരിശോധിക്കുക; പ്രഷർ ഗേജിന്റെ നിർദ്ദേശങ്ങൾ നിയന്ത്രണങ്ങൾ പാലിക്കുന്നുണ്ടോ.
5. ഷീറ്റ് വളയുമ്പോൾ, ഷീറ്റ് ഉയർത്തുന്നത് തടയാനും വളയുന്ന സമയത്ത് ഓപ്പറേറ്ററെ ഉപദ്രവിക്കാതിരിക്കാനും അത് ഒതുക്കേണ്ടതുണ്ട്.
6. ഷീറ്റ് മെറ്റൽ ഡൈ ക്രമീകരിക്കുമ്പോൾ വൈദ്യുതി വിതരണം വിച്ഛേദിക്കപ്പെടണം, പ്രവർത്തനം നിർത്തണം.
7. വേരിയബിൾ ബെൻഡിംഗ് മെഷീന്റെ ലോവർ ഡൈ ഓപ്പണിംഗ് മാറ്റുമ്പോൾ, ലോവർ ഡൈയുമായി ബന്ധപ്പെടാൻ ഒരു മെറ്റീരിയലും അനുവദിക്കില്ല.
8. മെഷീൻ ടൂളിന് കേടുപാടുകൾ സംഭവിക്കാതിരിക്കാൻ, കട്ടിയുള്ള ഇരുമ്പ് പ്ലേറ്റുകൾ അല്ലെങ്കിൽ ഹാർഡ്നഡ് സ്റ്റീൽ പ്ലേറ്റുകൾ, ഉയർന്ന ഗ്രേഡ് അലോയ് സ്റ്റീലുകൾ, സ്ക്വയർ സ്റ്റീലുകൾ, ഷീറ്റ് മെറ്റൽ ബെൻഡിംഗ് മെഷീന്റെ പ്രകടനത്തേക്കാൾ കൂടുതലുള്ള ഷീറ്റുകൾ എന്നിവ വളയ്ക്കാൻ ബെൻഡിംഗ് മെഷീൻ ഡൈകൾ ഉപയോഗിക്കുന്നത് നിരോധിച്ചിരിക്കുന്നു. .
9. ബെൻഡിംഗ് മെഷീൻ ഓഫ് ചെയ്യുക, മുകളിലെ സ്ലൈഡ് പ്ലേറ്റ് മരം ബ്ലോക്കുകളിലേക്ക് താഴ്ത്തുന്നതിന് ഇരുവശത്തുമുള്ള സിലിണ്ടറുകൾക്ക് താഴെയുള്ള താഴത്തെ അച്ചുകളിൽ തടികൊണ്ടുള്ള കട്ടകൾ സ്ഥാപിക്കുക. ആദ്യം കൺട്രോൾ സിസ്റ്റം പ്രോഗ്രാമിൽ നിന്ന് പുറത്തുകടക്കുക, തുടർന്ന് വൈദ്യുതി വിതരണം വിച്ഛേദിക്കുക.

ബന്ധപ്പെട്ട ഉല്പന്നങ്ങൾ
 ഹൈഡ്രോളിക് പവർ പ്രസ്സ് മെഷീന്റെ സുരക്ഷിതമായ പ്രവർത്തന നിയമങ്ങൾ
ഹൈഡ്രോളിക് പവർ പ്രസ്സ് മെഷീന്റെ സുരക്ഷിതമായ പ്രവർത്തന നിയമങ്ങൾ- പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ അനുയോജ്യമായ ഡൈ എങ്ങനെ തിരഞ്ഞെടുക്കാം
- CNC ബെൻഡിംഗ് മെഷീന്റെ കഴിവുകൾ ഉപയോഗിക്കുക
- വളയുന്ന മീഡിയം, കട്ടിയുള്ള പ്ലേറ്റുകൾക്ക് WILA കാര്യക്ഷമമായ പരിഹാരം
- ഹൈഡ്രോളിക് പ്രസ് ബ്രേക്ക് മെഷീന്റെ ടൺ എങ്ങനെ തിരഞ്ഞെടുക്കാം
- നാല് നിരകളുള്ള ഹൈഡ്രോളിക് പ്രസ്സിനുള്ള പൊതുവായ തകരാറുകളും ട്രബിൾഷൂട്ടിംഗ് രീതിയും
- ഹൈഡ്രോളിക് ഷീറിംഗ് മെഷീന്റെ സാധാരണ തകരാറുകൾ നന്നാക്കൽ, ഓയിൽ സർക്യൂട്ട് സിസ്റ്റത്തിന്റെ പരിപാലനം
- ഒരു പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീനിലേക്ക് ഒരു നഷ്ടപരിഹാര സംവിധാനം ചേർക്കുന്നത് എന്തുകൊണ്ട്?
- എന്താണ് പ്രസ് ബ്രേക്ക് ക്രൗണിംഗ്
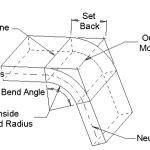
- നിങ്ങളുടെ പ്രസ് ബ്രേക്കിനുള്ള ബെൻഡ് അലവൻസ് എങ്ങനെ കണക്കാക്കാം