1. വളയുന്ന പ്രക്രിയ മനസ്സിലാക്കൽ: ലളിതമായ വസ്തുതകൾ

ബെൻഡ് അലവൻസ് = ആംഗിൾ * (T/ 180)*(റേഡിയസ് + കെ-ഫാക്ടർ *കനം) ബെൻഡ് കോമ്പൻസേഷൻ = ബെൻഡ് അലവൻസ്-(2 * സെറ്റ് ബാക്ക്)
അകത്തെ സെറ്റ് ബാക്ക് = ടാൻ (ആംഗിൾ / 2) *റേഡിയസ് ഔട്ട്സൈഡ്സെറ്റ് ബാക്ക് = ടാൻ (ആംഗിൾ / 2)*(റേഡിയസ് + കനം)

1) വളഞ്ഞ ഭാഗത്ത് ലഭിക്കുന്ന ആരം ആ ഭാഗം (വളയുന്നതിന് മുമ്പ്) മുറിക്കേണ്ട നീളത്തെ ബാധിക്കുന്നു.
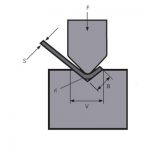
2) വളയുമ്പോൾ ലഭിക്കുന്ന ആരം നമ്മൾ പ്രവർത്തിക്കാൻ തിരഞ്ഞെടുക്കുന്ന V ഓപ്പണിംഗിനെ 99% ആശ്രയിച്ചിരിക്കുന്നു.
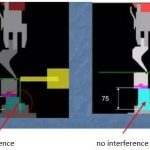
ഭാഗം രൂപകൽപന ചെയ്യുന്നതിനുമുമ്പ്, ശൂന്യത മുറിക്കാൻ തുടങ്ങുന്നതിനുമുമ്പ്, പ്രസ് ബ്രേക്കിൽ ഭാഗം വളയ്ക്കാൻ ഞങ്ങൾ എന്ത് വി ഓപ്പണിംഗ് ഉപയോഗിക്കുമെന്ന് കൃത്യമായി അറിഞ്ഞിരിക്കണം.

2. ആരം ശൂന്യതയെ എങ്ങനെ ബാധിക്കുന്നു
ഒരു വലിയ ആരം നമ്മുടെ ഭാഗത്തിന്റെ കാലുകൾ പുറത്തേക്ക് "തള്ളും", ശൂന്യമായത് "വളരെ നീളം" വെട്ടിയിട്ടുണ്ടെന്ന ധാരണ നൽകുന്നു.
ഒരു ചെറിയ ആരത്തിന് ഒരു ശൂന്യത ആവശ്യമാണ്, അത് ആരം വലുതാണെങ്കിൽ അതിനെക്കാൾ "അൽപ്പം കൂടി" മുറിക്കേണ്ടതുണ്ട്.

3. ബെൻഡിംഗ് അലവൻസ്

മുകളിലെ ചിത്രത്തിലെ അൺഫോൾഡ് ബ്ലാങ്കുകൾ ഇനിപ്പറയുന്ന രീതിയിൽ കണക്കാക്കും:
B = 150 + 100 + 60 + BA1 + BA2
BA1, BA2 എന്നിവ എങ്ങനെ കണക്കാക്കാം:
ബെൻഡിംഗ് അലവൻസ് കണക്കാക്കുന്നു
ഫ്ളാറ്റായി മാറിക്കൊണ്ട് ഓവർലാപ്പുചെയ്യുന്ന രണ്ട് കാലുകളിൽ നിന്നും നമുക്ക് കുറയ്ക്കേണ്ട ഭാഗം, "ബെൻഡ് അലവൻസ്" (അല്ലെങ്കിൽ സമവാക്യത്തിൽ BA) എന്നാണ് നമ്മൾ സാധാരണയായി അറിയപ്പെടുന്നത്.

ബെൻഡിംഗ് അലവൻസ് ഫോർമുല
90° വരെ വളവുകൾക്കുള്ള BA ഫോർമുല

91° മുതൽ 165° വരെയുള്ള വളവുകൾക്കുള്ള BA ഫോർമുല

iR= ആന്തരിക ആരം
എസ്=കനം
Β = ആംഗിൾ
Π = 3,14159265….
കെ = കെ ഘടകം
കെ ഘടകം
ഒരു പ്രസ് ബ്രേക്കിൽ വളയുമ്പോൾ ഷീറ്റ് മെറ്റലിന്റെ ആന്തരിക ഭാഗം കംപ്രസ് ചെയ്യപ്പെടുകയും പുറം ഭാഗം നീട്ടുകയും ചെയ്യുന്നു.
ഇതിനർത്ഥം നാരുകൾ കംപ്രസ്സുചെയ്യുകയോ വിപുലീകരിക്കുകയോ ചെയ്യാത്ത ഷീറ്റിന്റെ ഒരു ഭാഗം ഉണ്ടെന്നാണ്. ഞങ്ങൾ ഈ ഭാഗത്തെ "ന്യൂട്രൽ ആക്സിസ്" എന്ന് വിളിക്കുന്നു.

ബെൻഡിന്റെ ഉള്ളിൽ നിന്ന് ന്യൂട്രൽ അക്ഷത്തിലേക്കുള്ള ദൂരത്തെയാണ് നമ്മൾ കെ ഫാക്ടർ എന്ന് വിളിക്കുന്നത്.
ഈ മൂല്യം ഞങ്ങൾ വാങ്ങുന്ന മെറ്റീരിയലിനൊപ്പം വരുന്നു, അത് മാറ്റാൻ കഴിയില്ല.
ഈ മൂല്യം ഭിന്നസംഖ്യകളിൽ പ്രകടിപ്പിക്കുന്നു. കെ ഘടകം ചെറുതാകുമ്പോൾ, ന്യൂട്രൽ അക്ഷം ഷീറ്റിന്റെ ആന്തരിക ആരത്തോട് അടുക്കും.

കെ ഘടകം = ഫൈൻ ട്യൂണിംഗ്
K ഫാക്ടർ നമ്മുടെ തുറന്ന ശൂന്യതയെ ബാധിക്കുന്നു. ഭാഗത്തിന്റെ ആരം പോലെയല്ല, പക്ഷേ ശൂന്യതയ്ക്കുള്ള മികച്ച ട്യൂണിംഗ് കണക്കുകൂട്ടലുകളായി നമുക്ക് ഇതിനെ കണക്കാക്കാം.
കെ ഘടകം ചെറുതാകുമ്പോൾ, കൂടുതൽ മെറ്റീരിയൽ വിപുലീകരിക്കപ്പെടുകയും അതിനാൽ "പുറത്തേക്ക് തള്ളപ്പെടുകയും" ചെയ്യുന്നു. അതായത് നമ്മുടെ കാൽ "വലുതായി" മാറും.
കെ ഘടകം കണക്കാക്കുന്നു
മിക്ക സമയത്തും നമ്മുടെ ശൂന്യമായ കണക്കുകൂട്ടലുകൾ നന്നായി ട്യൂൺ ചെയ്യുമ്പോൾ കെ ഫാക്ടർ കണക്കാക്കാനും ക്രമീകരിക്കാനും കഴിയും.
നമ്മൾ ചെയ്യേണ്ടത് ചില ടെസ്റ്റുകൾ (തിരഞ്ഞെടുത്ത V ഓപ്പണിംഗിൽ) കൂടാതെ ഭാഗത്തിന്റെ ആരം അളക്കുക.
നിങ്ങൾക്ക് കൂടുതൽ കൃത്യമായ കെ ഫാക്ടർ നിർണ്ണയിക്കണമെങ്കിൽ, നിങ്ങളുടെ ബെൻഡിനുള്ള കൃത്യമായ കെ ഫാക്ടർ നിർണ്ണയിക്കുന്നതിനുള്ള കണക്കുകൂട്ടൽ ചുവടെയുണ്ട്.

കെ ഘടകം: ഒരു ഫോർമുല

ഉദാഹരണം പരിഹരിക്കുന്നു:
B = 150 + 100 + 60 +BA1 + BA2
കെ ഫാക്ടർ എസ്റ്റിമേഷൻ
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
രണ്ട് വളവുകളും 90° അല്ലെങ്കിൽ അതിൽ താഴെയാണ്:

അത് അർത്ഥമാക്കുന്നത്:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B1 = -4.25
B2 = 3.14 x 0.5 x (8 + ((4×0.8)/2) – 2 x 12
B2 = -8.93
അതുകൊണ്ടു:
B = 150 + 100 + 60 + (-4.25) + (-8.93)
B= 296.8mm
ബന്ധപ്പെട്ട ഉല്പന്നങ്ങൾ
 പ്രസ് ബ്രേക്ക് ഡൈസ് എന്താണ് നിർമ്മിച്ചിരിക്കുന്നത്? എന്താണ് പ്രസ്സ് ബ്രേക്ക് ടൂളിംഗ്?
പ്രസ് ബ്രേക്ക് ഡൈസ് എന്താണ് നിർമ്മിച്ചിരിക്കുന്നത്? എന്താണ് പ്രസ്സ് ബ്രേക്ക് ടൂളിംഗ്?- എന്താണ് പ്രസ് ബ്രേക്ക് ക്രൗണിംഗ്
- ഹൈഡ്രോളിക് പ്രസ് ബ്രേക്ക് മെഷീന്റെ ടൺ എങ്ങനെ തിരഞ്ഞെടുക്കാം
- കാന്റൺ മേള
- വളയുന്ന മീഡിയം, കട്ടിയുള്ള പ്ലേറ്റുകൾക്ക് WILA കാര്യക്ഷമമായ പരിഹാരം
- പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ അനുയോജ്യമായ ഡൈ എങ്ങനെ തിരഞ്ഞെടുക്കാം
- ബെൻഡിംഗ് മെഷീൻ മോൾഡിന്റെ പരമ്പരാഗത ബെൻഡിംഗ് സീക്വൻസും പ്രതിദിന ഉപയോഗ സ്പെസിഫിക്കേഷനും
- ഒരു പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീനിലേക്ക് ഒരു നഷ്ടപരിഹാര സംവിധാനം ചേർക്കുന്നത് എന്തുകൊണ്ട്?
- CNC ബെൻഡിംഗ് മെഷീന്റെ കഴിവുകൾ ഉപയോഗിക്കുക
- ഷീറ്റ് മെറ്റൽ ബെൻഡിംഗ് മെഷീൻ ഫ്രീ ബെൻഡിംഗ് സമയത്ത് ബെൻഡിംഗ് ഫോഴ്സിന്റെ കണക്കുകൂട്ടൽ