സമീപ വർഷങ്ങളിൽ, മെറ്റൽ ബ്രേക്ക് ബെൻഡിംഗ് മെഷീനുകൾ വിവിധ വ്യവസായങ്ങളിൽ വ്യാപകമായി ഉപയോഗിക്കപ്പെടുന്നു, കൂടാതെ ബെൻഡിംഗ് മെഷീനുകളുടെ പ്രോസസ്സിംഗ് ശ്രേണി വികസിച്ചുകൊണ്ടിരിക്കുന്നു. എന്നിരുന്നാലും, വളയുന്ന ശക്തിയുടെ കണക്കുകൂട്ടൽ സംബന്ധിച്ച് ചിട്ടയായ ചർച്ച നടന്നിട്ടില്ല. നിലവിൽ, വിവിധ പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീൻ നിർമ്മാതാക്കളുടെ മാനുവലുകളിൽ ഏകദേശം രണ്ട് തരം ബെൻഡിംഗ് ഫോഴ്സ് കണക്കുകൂട്ടൽ ഫോർമുലകൾ ശുപാർശ ചെയ്തിട്ടുണ്ട്.
![]()
പി - ബെൻഡിംഗ് ഫോഴ്സ്, കെഎൻ;
എസ് - ഷീറ്റ് കനം, മില്ലീമീറ്റർ;
l - ഷീറ്റിന്റെ വളയുന്ന നീളം, m;
വി - ലോവർ ഡൈ ഓപ്പണിംഗിന്റെ വീതി, എംഎം;
σb - മെറ്റീരിയൽ ടെൻസൈൽ ശക്തി, MPa.
നിർമ്മാതാവ് ശുപാർശ ചെയ്യുന്ന ബെൻഡിംഗ് ഫോഴ്സ് പാരാമീറ്റർ പട്ടികയും മുകളിലുള്ള ഫോർമുല അനുസരിച്ച് കണക്കാക്കുന്നു.
ബെൻഡിംഗ് ഫോഴ്സ് കണക്കുകൂട്ടൽ ഫോർമുലയുടെ ഡെറിവേഷൻ പ്രക്രിയയും ആപ്ലിക്കേഷൻ സ്കോപ്പും
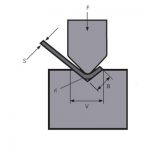
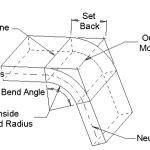
ഷീറ്റ് ബെൻഡിംഗ് സമയത്ത് ജോലിയുടെ ഒരു സ്കീമാറ്റിക് ഡയഗ്രമാണ് ചിത്രം 1. ബെൻഡിംഗ് ഫോഴ്സ് കണക്കുകൂട്ടൽ ഫോർമുലയുടെ ഡെറിവേഷൻ പ്രക്രിയയും രണ്ട് അധിക പാരാമീറ്റർ വ്യവസ്ഥകളും ഇനിപ്പറയുന്നത് വിവരിക്കുന്നു. ആദ്യം, ഉൽപ്പന്ന മാനുവലിൽ അത്തരം ശുപാർശകൾ ഉണ്ട്. ഫ്രീ ബെൻഡിംഗിൽ, തിരഞ്ഞെടുത്ത ലോവർ ഡൈ ഓപ്പണിംഗ് വീതി V, ഷീറ്റ് കനം എസ് 8 മുതൽ 10 മടങ്ങ് വരെയാണ്. ഇവിടെ നമ്മൾ വീക്ഷണാനുപാതം എടുക്കുന്നു.

ചിത്രം 1 വളയുന്നതിന്റെ സ്കീമാറ്റിക് ഡയഗ്രം
പി - വളയുന്ന ശക്തി
എസ് - ഷീറ്റ് കനം
വി - ലോവർ ഡൈ ഓപ്പണിംഗ് വീതി
r - ഷീറ്റ് വളയുമ്പോൾ അകത്തെ ആരം
കെ - ബെൻഡിംഗ് ഡിഫോർമേഷൻ സോണിന്റെ തിരശ്ചീന പ്രൊജക്ഷന്റെ വീതി![]() =9
=9
രണ്ടാമതായി, ബെൻഡിംഗ് ഫോഴ്സ് പാരാമീറ്റർ ടേബിളിൽ ഡൈ വീതി V യുടെയും ബെൻഡിംഗ് വർക്ക്പീസിന്റെ ആന്തരിക വ്യാസം rയുടെയും അനുബന്ധ മൂല്യങ്ങൾ നിർമ്മാതാവ് പട്ടികപ്പെടുത്തുന്നു. സാധാരണയായി r=(0.16~0.17)V. ഇവിടെ, വ്യാസവും വീതിയും തമ്മിലുള്ള അനുപാതം ![]() =0.16.
=0.16.
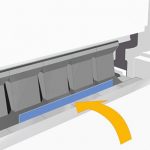
ഷീറ്റ് മെറ്റലിന്റെ വളയുന്ന പ്രക്രിയയിൽ, രൂപഭേദം വരുത്തുന്ന സോണിലെ മെറ്റീരിയൽ വളരെ പ്ലാസ്റ്റിക് രൂപഭേദം വരുത്തുന്ന അവസ്ഥയിലാണ്, അത് മധ്യരേഖയ്ക്ക് ചുറ്റുമുള്ള ഒരു കോണിൽ വളയുന്നു. ബെൻഡിംഗ് സോണിന്റെ പുറം ഉപരിതലത്തിൽ, ചില സന്ദർഭങ്ങളിൽ മൈക്രോ ക്രാക്കുകൾ പ്രത്യക്ഷപ്പെടാം. ഡിഫോർമേഷൻ സോണിന്റെ ക്രോസ്-സെക്ഷനിൽ, സെൻട്രൽ ലെയറിനു സമീപം ഒഴികെ, മറ്റ് പോയിന്റുകളിലെ സമ്മർദ്ദങ്ങൾ മെറ്റീരിയലിന്റെ ടെൻസൈൽ ശക്തിയോട് അടുത്താണ്. ന്യൂട്രൽ പാളിയുടെ മുകൾ ഭാഗം കംപ്രസ് ചെയ്യുകയും താഴത്തെ ഭാഗം പിരിമുറുക്കപ്പെടുകയും ചെയ്യുന്നു. ഡീഫോർമേഷൻ സോണിലെ ഒരു ക്രോസ്-സെക്ഷനും അനുബന്ധ സ്ട്രെസ് ഡയഗ്രാമും ചിത്രം 2 കാണിക്കുന്നു.

ചിത്രം 2 സ്ട്രെസ് ഡയഗ്രം
എസ് - ഷീറ്റ് കനം
l - ഷീറ്റ് ബെൻഡിംഗ് നീളം
രൂപഭേദം വരുത്തുന്ന മേഖലയുടെ ക്രോസ്-സെക്ഷനിൽ വളയുന്ന നിമിഷം ഇതാണ്:

രൂപഭേദം വരുത്തുന്ന മേഖലയിൽ യന്ത്രത്തിന്റെ വളയുന്ന ബലം സൃഷ്ടിക്കുന്ന വളയുന്ന നിമിഷം ഇതാണ് (ചിത്രം 1 കാണുക):
![]()
നിന്ന്![]()
![]()
ഒരു ബെൻഡിംഗ് മെഷീനിൽ ഫ്രീ ബെൻഡിംഗിനായി പൊതു-ഉദ്ദേശ്യ മോൾഡുകൾ ഉപയോഗിക്കുമ്പോൾ, ഷീറ്റ് മെറ്റലിന്റെ ഭൂരിഭാഗവും 90 ° വളയുന്നു. ചിത്രം 3-ൽ കാണിച്ചിരിക്കുന്നത് പോലെ. കെ:
![]()
കെ സമവാക്യത്തിലേക്ക് (1) പകരം വയ്ക്കുന്നത്, നമുക്ക് ലഭിക്കുന്നത്:

സാധാരണ മെറ്റീരിയലുകളുടെ ടെൻസൈൽ ശക്തി σb=450N/mm2, ഫോർമുല (2) ന് പകരം:
![]()
വളയുന്ന ബലം കണക്കാക്കാൻ സമവാക്യം (2) അല്ലെങ്കിൽ സമവാക്യം (3) ഉപയോഗിക്കുമ്പോൾ, രണ്ട് അധികവും എന്ന് ഡെറിവേഷൻ പ്രക്രിയയിൽ നിന്ന് കാണാൻ കഴിയും.
മുകളിൽ സൂചിപ്പിച്ച പാരാമീറ്റർ വ്യവസ്ഥകൾ പാലിക്കേണ്ടതുണ്ട്. അതായത് വീക്ഷണാനുപാതം![]() =9, വ്യാസം-വീതി അനുപാതം
=9, വ്യാസം-വീതി അനുപാതം![]() =0.16, അല്ലാത്തപക്ഷം അത് ഒരു വലിയ പിശകിന് കാരണമാകും.
=0.16, അല്ലാത്തപക്ഷം അത് ഒരു വലിയ പിശകിന് കാരണമാകും.

ചിത്രം 3 ഫ്രീ ബെൻഡിംഗ്
എസ് - ഷീറ്റ് കനം
r - ഷീറ്റ് വളയുമ്പോൾ അകത്തെ ആരം
കെ - ബെൻഡിംഗ് ഡിഫോർമേഷൻ സോണിന്റെ തിരശ്ചീന പ്രൊജക്ഷന്റെ വീതി
വളയുന്ന ശക്തി കണക്കാക്കുന്നതിനുള്ള പുതിയ രീതികളും ഘട്ടങ്ങളും
ഡിസൈൻ അല്ലെങ്കിൽ പ്രോസസ്സ് ആവശ്യകതകൾ കാരണം, മുകളിൽ പറഞ്ഞ രണ്ട് അധിക ആവശ്യകതകൾ ഒരേ സമയം നിറവേറ്റുന്നത് ചിലപ്പോൾ ബുദ്ധിമുട്ടാണ്. ഈ സമയത്ത്, ബെൻഡിംഗ് ഫോഴ്സ് കണക്കാക്കാൻ ശുപാർശ ചെയ്യുന്ന കണക്കുകൂട്ടൽ ഫോർമുല ഉപയോഗിക്കരുത്, പക്ഷേ ഇനിപ്പറയുന്ന ഘട്ടങ്ങൾ അനുസരിച്ച് നടപ്പിലാക്കണം.
(1) പ്ലേറ്റ് കനം എസ്, ബെൻഡിംഗ് റേഡിയസ് r, ലോവർ ഡൈ ഓപ്പണിംഗ് V എന്നിവ അനുസരിച്ച് വീതിയും കനവും അനുപാതവും വ്യാസവും വീതിയും തമ്മിലുള്ള അനുപാതവും യഥാക്രമം കണക്കാക്കുന്നു.
(2) ഷീറ്റിന്റെ രൂപഭേദം അനുസരിച്ച് ഡിഫോർമേഷൻ സോണിന്റെ പ്രൊജക്ഷൻ വീതി കണക്കാക്കുക.
(3) വളയുന്ന ശക്തി കണക്കാക്കാൻ ഫോർമുല (1) പ്രയോഗിക്കുക.
കണക്കുകൂട്ടൽ പ്രക്രിയയിൽ, വളയുന്ന ആരത്തിന്റെ വ്യത്യാസവും അനുബന്ധ രൂപഭേദം സോണിന്റെ മാറ്റവും പരിഗണിക്കപ്പെടുന്നു. ഇതിൽ നിന്ന് കണക്കാക്കിയ ബെൻഡിംഗ് ഫോഴ്സ് സാധാരണയായി ശുപാർശ ചെയ്യുന്ന ഫോർമുല കണക്കാക്കിയ ഫലത്തേക്കാൾ കൃത്യവും വിശ്വസനീയവുമാണ്. ഇപ്പോൾ ചിത്രം 4-ൽ കാണിച്ചിരിക്കുന്നതുപോലെ ചിത്രീകരിക്കാൻ ഒരു ഉദാഹരണം നൽകുക.

ചിത്രം 4 പുതിയ കണക്കുകൂട്ടൽ രീതി
അറിയപ്പെടുന്നത്: ഷീറ്റ് കനം S=6mm, ഷീറ്റിന്റെ നീളം l=4m, ബെൻഡിംഗ് ആരം r=16mm, ലോവർ ഡൈ ഓപ്പണിംഗ് വീതി V=50mm, മെറ്റീരിയൽ ടെൻസൈൽ ശക്തി σb=450N/mm2. സ്വതന്ത്രമായി വളയുന്നതിന് ആവശ്യമായ വളയുന്ന ശക്തി കണ്ടെത്തുക.
ആദ്യം, വീക്ഷണാനുപാതവും വ്യാസം-വീതി അനുപാതവും കണ്ടെത്തുക:
![]()
രണ്ടാമതായി, ഡിഫോർമേഷൻ സോണിന്റെ പ്രൊജക്ഷൻ വീതി കണക്കാക്കുക:

അവസാനമായി, വളയുന്ന ശക്തി കണ്ടെത്താൻ സമവാക്യം (1) ഉപയോഗിക്കുക:
![]()
വളയുന്ന ശക്തി കണക്കാക്കാൻ സാധാരണ ശുപാർശ ചെയ്യുന്ന ഫോർമുല ഉപയോഗിക്കുകയാണെങ്കിൽ:
![]()
നിന്ന് ![]() = 1.5, രണ്ടും തമ്മിലുള്ള വ്യത്യാസം 1.5 മടങ്ങ് ആണെന്ന് കാണാം. ഈ പിശകിന്റെ കാരണം, ഈ ഉദാഹരണത്തിലെ വളയുന്ന ആരം താരതമ്യേന വലുതാണ്, കൂടാതെ അനുബന്ധ രൂപഭേദം വർദ്ധിക്കുന്ന പ്രദേശം വർദ്ധിക്കുന്നു, അതിനാൽ വളയുമ്പോൾ കൂടുതൽ വളയുന്ന ശക്തി ആവശ്യമാണ്. ഈ ഉദാഹരണത്തിൽ, മുകളിൽ അവതരിപ്പിച്ച പരാമീറ്ററുകളുടെ അധിക വ്യവസ്ഥകൾ കവിഞ്ഞ വ്യാസം-വീതി അനുപാതം=0.32. വളയുന്ന ശക്തി കണക്കാക്കാൻ സാധാരണയായി ശുപാർശ ചെയ്യുന്ന ഫോർമുല ഉപയോഗിക്കുന്നത് അനുചിതമാണ്. ഈ ഉദാഹരണത്തിൽ നിന്ന് പുതിയ കണക്കുകൂട്ടൽ രീതിയുടെ ഗുണങ്ങൾ നിങ്ങൾക്ക് കാണാൻ കഴിയും.
= 1.5, രണ്ടും തമ്മിലുള്ള വ്യത്യാസം 1.5 മടങ്ങ് ആണെന്ന് കാണാം. ഈ പിശകിന്റെ കാരണം, ഈ ഉദാഹരണത്തിലെ വളയുന്ന ആരം താരതമ്യേന വലുതാണ്, കൂടാതെ അനുബന്ധ രൂപഭേദം വർദ്ധിക്കുന്ന പ്രദേശം വർദ്ധിക്കുന്നു, അതിനാൽ വളയുമ്പോൾ കൂടുതൽ വളയുന്ന ശക്തി ആവശ്യമാണ്. ഈ ഉദാഹരണത്തിൽ, മുകളിൽ അവതരിപ്പിച്ച പരാമീറ്ററുകളുടെ അധിക വ്യവസ്ഥകൾ കവിഞ്ഞ വ്യാസം-വീതി അനുപാതം=0.32. വളയുന്ന ശക്തി കണക്കാക്കാൻ സാധാരണയായി ശുപാർശ ചെയ്യുന്ന ഫോർമുല ഉപയോഗിക്കുന്നത് അനുചിതമാണ്. ഈ ഉദാഹരണത്തിൽ നിന്ന് പുതിയ കണക്കുകൂട്ടൽ രീതിയുടെ ഗുണങ്ങൾ നിങ്ങൾക്ക് കാണാൻ കഴിയും.
ഉപസംഹാരം
ഇവിടെ അവതരിപ്പിച്ചിരിക്കുന്ന ബെൻഡിംഗ് ഫോഴ്സ് കണക്കാക്കുന്നതിനുള്ള ഘട്ടങ്ങളും സൂത്രവാക്യങ്ങളും ഷീറ്റ് മെറ്റലിന്റെ ആംഗിൾ ബെൻഡിംഗിന് മാത്രമല്ല, ആർക്ക് ബെൻഡിംഗിനും ബാധകമാണ് (കർശനമായി പറഞ്ഞാൽ, ഇതിനെ അധിക-വലിയ വളയുന്ന ആരമുള്ള ആംഗിൾ ബെൻഡിംഗ് എന്ന് വിളിക്കണം). ഷീറ്റ് ഒരു ആർക്ക് ആകൃതിയിൽ വളയുമ്പോൾ പൂപ്പലിന്റെ ആകൃതി പ്രത്യേകമാണെന്ന് ചൂണ്ടിക്കാണിക്കേണ്ടതാണ്. ഡിഫോർമേഷൻ സോണിന്റെ പ്രൊജക്ഷൻ കണക്കാക്കുമ്പോൾ, സാങ്കേതിക പ്രക്രിയയിൽ സജ്ജീകരിച്ചിരിക്കുന്ന സാങ്കേതിക പാരാമീറ്ററുകൾ അനുസരിച്ച് ഇത് കണക്കാക്കണം, അത് ഒരു ലളിതമായ ഫോർമുല ഉപയോഗിച്ച് പ്രകടിപ്പിക്കാൻ കഴിയില്ല.
ഒരു ആർക്ക് ആകൃതിയിലുള്ള പൂപ്പൽ രൂപകൽപ്പന ചെയ്യുമ്പോൾ, ഈ ലേഖനത്തിൽ അവതരിപ്പിച്ചിരിക്കുന്ന രീതി ഉപയോഗിച്ച് വളയുന്ന ശക്തി കണക്കാക്കാൻ, തൃപ്തികരമായ ഫലങ്ങൾ ലഭിക്കും.
ബന്ധപ്പെട്ട ഉല്പന്നങ്ങൾ
 പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ അനുയോജ്യമായ ഡൈ എങ്ങനെ തിരഞ്ഞെടുക്കാം
പ്രസ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീന്റെ അനുയോജ്യമായ ഡൈ എങ്ങനെ തിരഞ്ഞെടുക്കാം- ഹൈഡ്രോളിക് പ്രസ് ബ്രേക്ക് മെഷീന്റെ ടൺ എങ്ങനെ തിരഞ്ഞെടുക്കാം
- ഒരു പ്രസ്സ് ബ്രേക്ക് ബെൻഡിംഗ് മെഷീനിലേക്ക് ഒരു നഷ്ടപരിഹാര സംവിധാനം ചേർക്കുന്നത് എന്തുകൊണ്ട്?
- വളയുന്ന മീഡിയം, കട്ടിയുള്ള പ്ലേറ്റുകൾക്ക് WILA കാര്യക്ഷമമായ പരിഹാരം
- CNC ബെൻഡിംഗ് മെഷീന്റെ കഴിവുകൾ ഉപയോഗിക്കുക
- മുൻനിര വ്യവസായങ്ങളിലെ ഭാവി പ്രവേശനക്ഷമതയ്ക്കായി ഫൈബർ ലേസറുകളുടെ പ്രയോജനങ്ങൾ
- ബെൻഡിംഗ് മെഷീൻ മോൾഡിന്റെ പരമ്പരാഗത ബെൻഡിംഗ് സീക്വൻസും പ്രതിദിന ഉപയോഗ സ്പെസിഫിക്കേഷനും
- കാന്റൺ മേള
- എന്താണ് പ്രസ് ബ്രേക്ക് ക്രൗണിംഗ്
- നിങ്ങളുടെ പ്രസ് ബ്രേക്കിനുള്ള ബെൻഡ് അലവൻസ് എങ്ങനെ കണക്കാക്കാം